造船プロジェクト~船ができるまで~「デイブレイクス ベル - DAYBREAK'S BELL」(ヤマニシ S-1100番船) 2016年5月17日進水 2016年9月7日竣工
鋼材
設計図に従って発注された鋼材は、切断、曲げ行程を経て、組立に必要なサイズ、形状に加工されていきます。

鋼材ヤードに搬入された資材

鋼板は、加工順序に合わせて鋼材ヤードにストックされた後、切断ステージに搬入されます。
切断
工場に搬入された鋼板は、NC印字装置によって自動で罫書きされます。罫書きとは、部材の表面に切断線や部材の取付け位置など、様々な加工情報を下書きすることを言います。罫書きされた鋼板は、NC自動切断機により切断され、船の各部分を構成する基礎的な部材へと加工されます。

罫書き前の鋼板

この鋼板で、
寸法: 12 × 1200 × 6000 質量: 678 kg
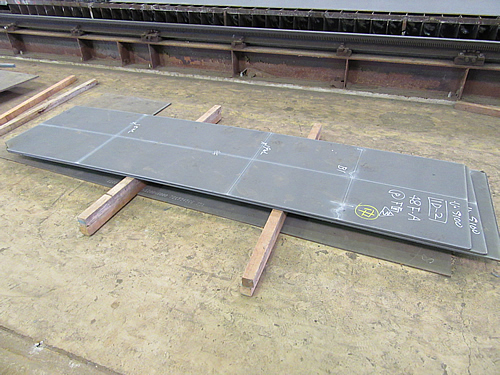
鋼板には、切断線や部材の番号などの様々な加工情報が書き込まれます。

NC(Numerical Control)自動切断機

鋼板は、下書きされた切断線に沿って、図面通りに切断されます。

切断された部材
曲げ加工
船体には様々な曲面がある為、切断された鋼材のうち、曲げ加工の必要な部材は船の形状に合わせた曲げ加工が行われます。船の側面から船底への曲線部などの、長く、真っ直ぐな部分はプレス機やベンディングローラーで圧延・加圧して部材を曲げます。複雑な曲げ加工は、加熱と冷却を繰り返して加工する、撓鉄(ぎょうてつ)と呼ばれる加工技術により行われます。

プレス機による冷間加工
最大加圧力:600トン

ベンディングローラーによる冷間加工
幅:3メートル

ガスバーナーで加熱した後、水をかけて冷却することで鋼材を収縮させ、船首や船尾部分の流れるような曲面を作り出します。この技術を「撓鉄(ぎょうてつ)」と言います。

撓鉄には熟練者の高い技術と経験が要求されます。微妙な曲線を作る為、現尺の曲げ型に合わせ、全体の曲がり具合を確認しながら作業を行います。加工した部材が周囲の部材と接合部分で隙間が生じないよう、高い精度が必要です。
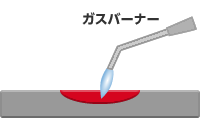
【撓鉄(ぎょうてつ)の原理】
厚い鋼材の表面にガスバーナーで加熱する。
加熱された部分は、金属組織が壊れて膨張する。
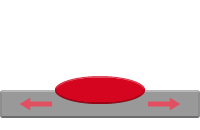
水で急冷却すると熱する前より収縮する為、鋼材は曲がる。

溶接・小組立
加工された部材は相互に組み合わせられ、溶接によって繋ぎ合わせられ、次第に立体化していきます。組立の第一段階である小組立では、主に溶接作業が行われます。船体の組立は、小組立⇒中組立⇒大組立⇒総組立と、段階的に大きくなり、小組立の行程ではパネルに小部材を配置する比較的簡単な構造で、重量も数トン程度です。

必要な大きさや形状に加工された部材

細部は手作業で溶接されます。

加工された部材で小組立部品が作られます。

小組立部品は次の工程へ運ばれます。

Copyrights © PRINCE KAIUN CO., LTD. All rights reserved.